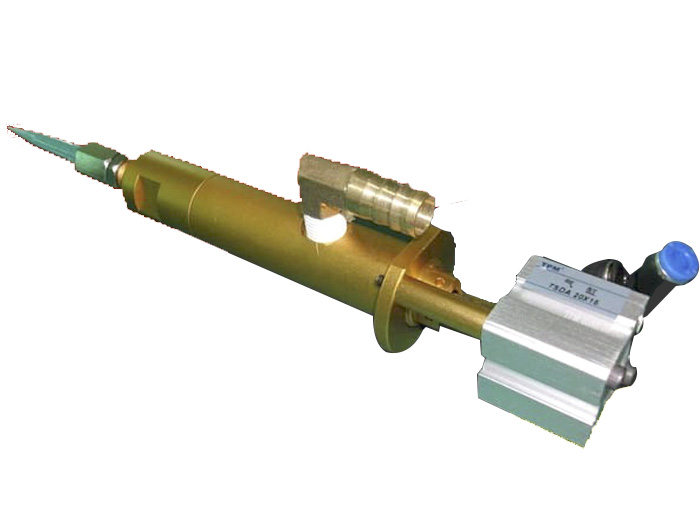
在点胶阀控制胶过程中,用于切换点胶和填充状态的陶瓷芯太紧而不能及时切换,导致阀阀卡死故障。
陶瓷芯和陶瓷套筒之间的间隙太小,这是胶阀卡死的常见原因,自动点胶机的所有制造商建议用内径和外径测量仪测量间隙,以确定间隙是否太小,如果太小可以使用研磨技术来研磨和增加陶瓷芯和陶瓷套筒之间的间隙。
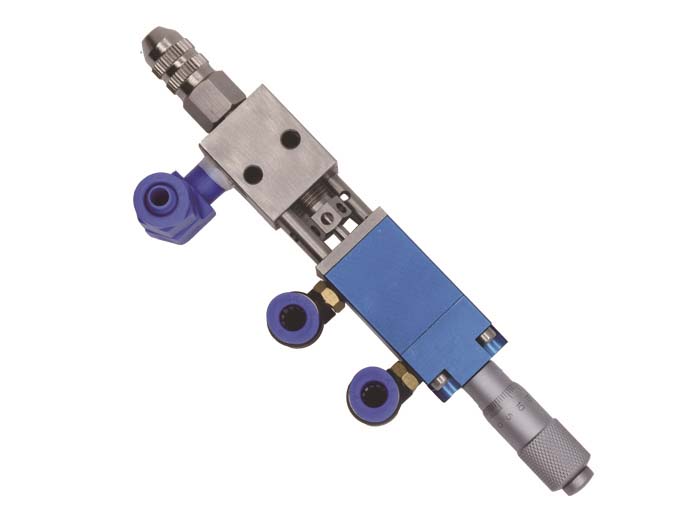
因为环氧胶更容易干燥,所以当环氧胶用于产品点胶时也会发生粘固的现象,所有自动点胶机建议在环氧胶干燥前不要停止机器太久,并尽可能使用连续点胶使阀能持续运行而避免干化导致胶阀卡死。
气压供应不稳定也是导致阀胶阀卡滞的一个重要因素,所有自动点胶机中的点胶阀负责控制点胶量。如果点胶时间太短且供应压力太低,将导致胶水在点胶表面上的不均匀分布,产品粘合效果低而零件容易脱落,粘合面难看,所以稳定的气压供应可以提高配胶阀对配胶量的控制精度,并将气压值提高到一定值而大幅度减少胶阀卡死的现象。